
Products





Hammer Head Toothed T-bolt
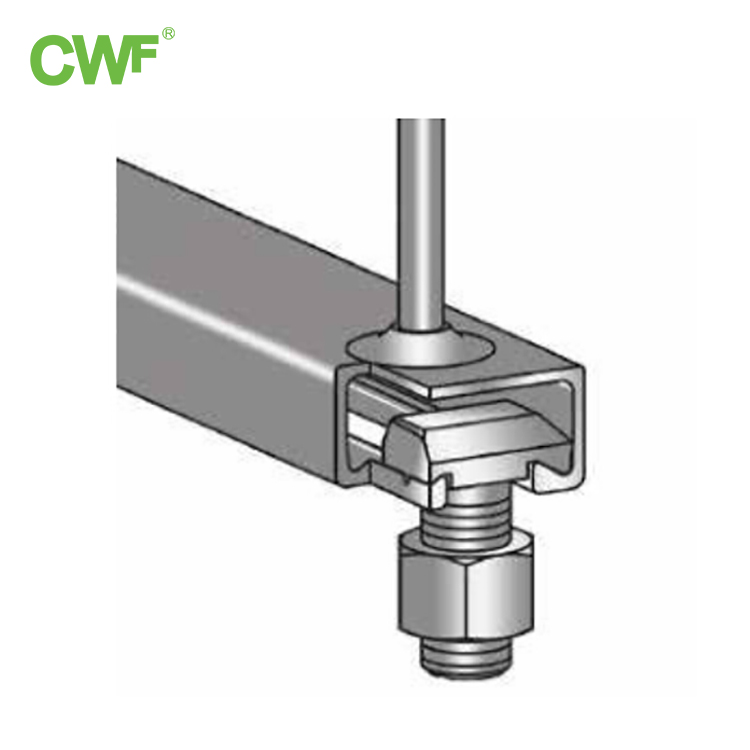
The hammer head toothed T-bolt and the toothed pre-buried slot are occluded to ensure that the load transmission in the longitudinal direction of the channel is realized through the locking force of the teeth, and the risk of slippage is minimized.
Send Inquiry
Product Description
Hammer Head Toothed T-bolt
1. Features and advantages
1. The toothed T-bolt head and the toothed pre-buried slot are occluded to ensure that the load transmission in the longitudinal direction of the channel is realized through the locking force of the teeth, and the risk of slippage is minimized
2. The diamond-shaped design of the bolt head can effectively prevent the bolt from being over-threaded
3. There is a notch mark on the end of the screw to facilitate correct installation and positioning
4. Multi-station cold heading process, tooth tip and full, stable performance, beautiful appearance
5.8.8 level mechanical properties, superior tensile, shear, fatigue, and fire resistance
6. The surface is treated with coating, and the thickness of the coating is ≥55um to ensure the smooth screwing of the nut and bolt
2. Design Bearing Capacity of T Bolts with Different Thread Diameter, Material and Strength Grade.
The Nrd is the tensile load value, the Vrd is the shear load value, Mrd is the bending resistance when the cantilever is subjected to transverse load, that is, the design value of bending moment.
|
Bolt Type |
Carbon steel 8.8 grade |
Stainless steel (SUS316L) A4-80 |
||||||
|
Nrd tensile |
Vrd of shear |
Mrd of moment/single bolt |
Tinst of torque |
Nrd tensile |
Vrd of shear |
Mrd of moment/single bolt |
Tinst of torque |
|
|
30/20 M12 |
44.9 KN |
27.2 KN |
61.2 N·m |
84N·m |
31.6 KN |
KN 22.7 |
58.8 N·m |
70N·m |
|
38/23 M12 |
44.9 KN |
27.2 KN |
61.2 N·m |
84N·m |
31.6 KN |
KN 22.7 |
58.8 N·m |
70N·m |
|
38/23 M16 |
83.7 KN |
50.5 KN |
155.4 N·m |
200N·m |
58.8 KN |
33KN |
116.6 N·m |
193N·m |
|
53/34 M16 |
83.7 KN |
50.5 KN |
155.4 N·m |
200N·m |
58.8 KN |
33KN |
116.6 N·m |
193N·m |
|
53/34 M20 |
130.7 KN |
79KN |
303N·m |
350N·m |
91.7 KN |
51.5 KN |
227.2 N·m |
300N·m |
|
64/44 M20 |
130.7 KN |
79KN |
303N·m |
350N·m |
91.7 KN |
51.5 KN |
227.2 N·m |
300N·m |
|
64/44 M24 |
188.3 KN |
113.7 KN |
524N·m |
450N·m |
132.1 KN |
54.5 KnN |
N·m 238.7 |
400N·m |
3.Analysis of the advantages of hammer head T-bolts with teeth.
|
|
T non-Wofu bolts |
T Wolf Bolts |
|
Production process |
High frequency heating, red beating process, T embrittlement of bolt head |
Multi-station cold heading process, teeth obviously sharp and full, superior tensile, shear resistance |
|
Dimension control |
tooth depth less than 1.5 mm, tooth width unstable |
Real tooth depth 1.57-1.60 mm, tooth width 3.0 mm, and groove tooth locking |
|
Material selection |
It is difficult to guarantee the stability of steel |
All steel products specified in the same large steel plant, pure alloy steel, quality assurance |
|
Mold selection |
Domestic mold, low precision mold, poor service life |
Imported mould, high precision, clear angle of T bolt produced, long service life of mould |
|
Mold control |
It is possible that the mould will be broken and scrapped |
Production of 20,000, that is, the replacement of tooth mold, to ensure the consistency of tooth depth |
|
Production efficiency |
The multi-machine assembly line produces about 4,000 units a day |
Multi-station cold heading, a machine a day production of 20,000, is 5 times the production of red beat |
|
Inspection Control |
One person in charge of multiple machines, negligence of quality problems |
Special plane, regular inspection mold, from the root to solve the problem of bad products |
|
Quality tracking |
The process of production and inspection can not be traced back |
Complete production process, steel, production, testing data, always traceable |






